

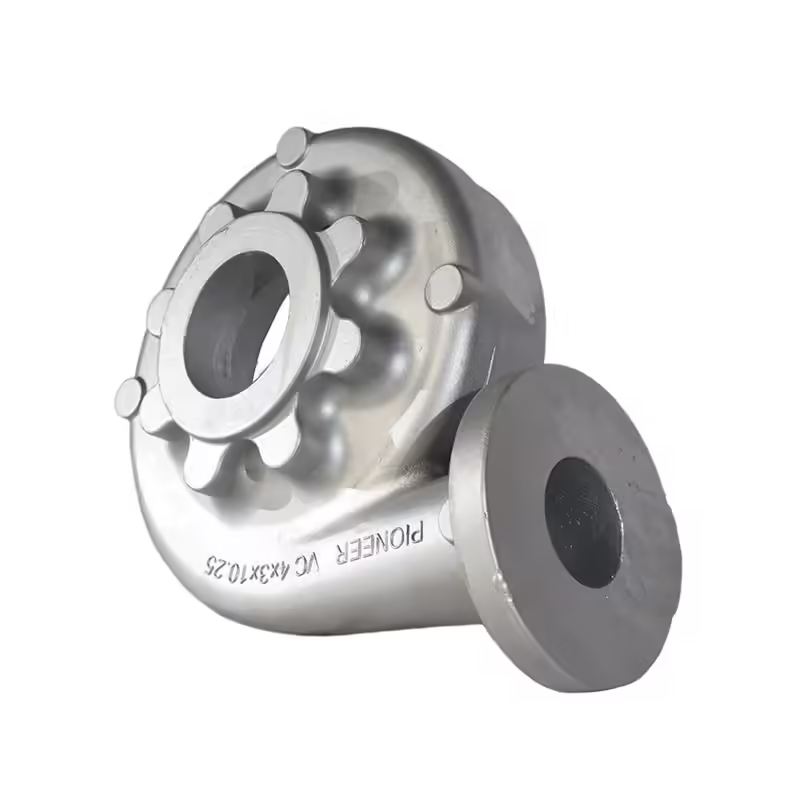
Точное литье для трубопроводной арматуры
Точное литье для трубопроводной арматуры – тема, которая часто вызывает немало споров. Например, многие считают, что она сводится лишь к выбору подходящего сплава и технологии. Но на практике все гораздо сложнее. Бесконечное количество факторов влияет на конечный результат, от подготовки формы до пост-обработки отливки. И это не просто теоретические рассуждения – за моими плечами годы работы с различными металлами и технологиями, и я уверен, что поверхностный подход чреват серьезными проблемами.
Проблемы, возникающие на этапе проектирования и подготовки формы
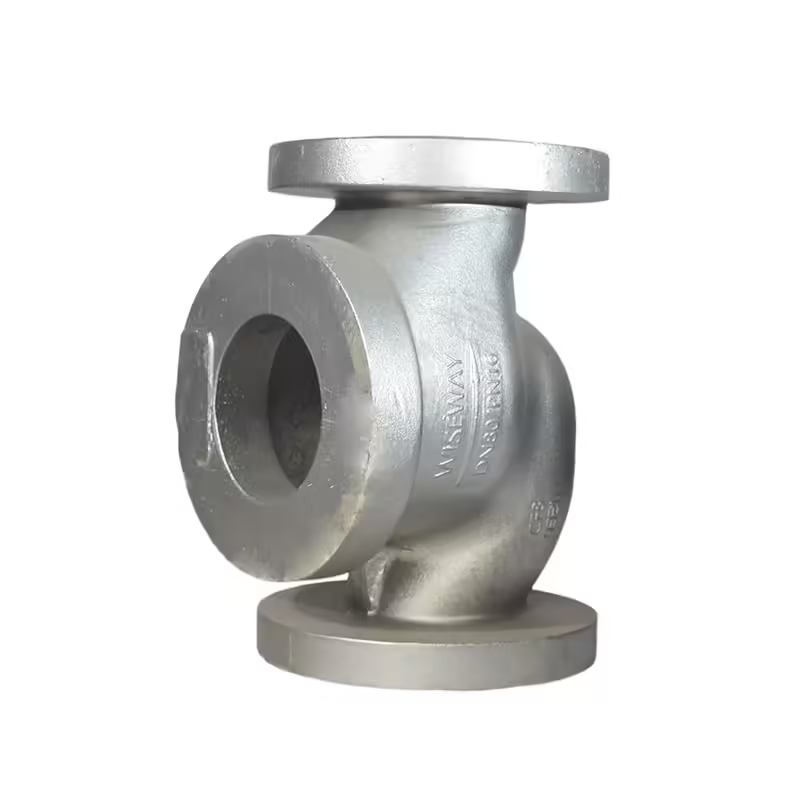
Чаще всего начинаются проблемы с проектирования формы. Например, с неправильным расчетом толщины стенок, что приводит к деформациям отливки при охлаждении. Или с недостаточным учетом теплового расширения металла. К сожалению, это встречается довольно часто. Встречался случай, когда на этапе прототипирования для трубопроводной арматуры была ошибочно указана слишком маленькая толщина стенки корпуса. После первого же цикла литья обнаружились серьезные деформации, которые, увы, невозможно было исправить. Пришлось полностью перепроектировать форму. Это, конечно, дополнительные затраты и задержки, но лучше потратить время на тщательное проектирование, чем потом разбираться с браком.
Еще одна распространенная проблема – качество формы. Неровности, царапины, неправильная геометрия – все это напрямую влияет на качество отливки. Особенно это критично для сложных деталей трубопроводной арматуры, где требуется высокая точность размеров и гладкая поверхность. Мы работаем с различными материалами – от бронзы до различных сплавов стали. Для каждого материала требуется своя специфика подготовки формы: разные смазки, разная степень износа формы, разные параметры литья. Недооценка этих нюансов приводит к браку, а это, как мы знаем, всегда убытки.
Влияние материала на процесс литья
Выбор материала – это, конечно, важный этап. Но часто многие недооценивают его влияние на весь процесс точного литья для трубопроводной арматуры. Например, литье из высокопрочных сплавов требует более высоких температур и давления, что увеличивает сложность технологического процесса. Кроме того, некоторые сплавы более подвержены усадке при охлаждении, что необходимо учитывать при проектировании формы. Мы, например, регулярно работаем с сплавами на основе цинка, меди и алюминия – каждый требует своего подхода к литью. И даже небольшое отклонение в параметрах процесса может привести к появлению дефектов, таких как пористость, трещины или оплавления.
Важно учитывать не только химический состав сплава, но и его механические свойства. Для деталей, подверженных высоким нагрузкам, требуется использовать сплавы с высокой прочностью и износостойкостью. А для деталей, работающих в агрессивных средах, необходимы сплавы с хорошей коррозионной стойкостью. Поэтому, прежде чем начать литье, необходимо провести тщательный анализ требований к материалу и выбрать наиболее подходящий сплав.
Современные технологии и их применение
Сейчас активно внедряются современные технологии, такие как 3D-моделирование и компьютерное моделирование процессов литья. Это позволяет оптимизировать форму, предсказать возможные дефекты и снизить риск брака. К тому же, технологии 3D-моделирования существенно ускоряют процесс разработки новых продуктов.
Мы, кстати, несколько лет назад инвестировали в 3D-сканер и программное обеспечение для моделирования процессов литья. Это позволило нам значительно сократить время разработки новых деталей и повысить качество литья. Первоначально возникли сложности с освоением нового оборудования и программного обеспечения, но со временем мы научились эффективно его использовать. Ключевым фактором успеха стало обучение персонала и постоянный обмен опытом.
Контроль качества отливки
Строгий контроль качества – это обязательное условие для производства точного литья для трубопроводной арматуры. На каждом этапе производственного процесса осуществляется контроль качества: от подготовки формы до пост-обработки отливки. Это включает в себя визуальный осмотр, ультразвуковой контроль, рентгеновский контроль и другие методы.
Особое внимание уделяется контролю размеров и формы отливки. Для этого используются различные измерительные инструменты, такие как штангенциркули, микрометры, координатно-измерительные машины. Кроме того, проводится контроль химического состава и механических свойств отливки. Все отклонения от нормы немедленно устраняются.
Ошибки и их последствия
К сожалению, даже при соблюдении всех технологических требований ошибки все равно могут возникать. Например, неправильный подбор охлаждающей среды может привести к неравномерному охлаждению отливки и образованию внутренних напряжений. Это, в свою очередь, может привести к появлению трещин и других дефектов.
Мы однажды столкнулись с проблемой образования трещин в корпусе трубопроводной арматуры. После анализа причин выяснилось, что причиной была неправильно подобранная охлаждающая среда. Оказывается, мы использовали слишком холодную воду, что приводило к слишком быстрому охлаждению корпуса и образованию внутренних напряжений. Поменяли охлаждающую среду на более подходящую и проблема была решена. Это был ценный урок, который мы не забудем.
Перспективы развития
В будущем точное литье для трубопроводной арматуры будет развиваться в направлении повышения точности, снижения затрат и повышения экологичности. Будут использоваться более современные материалы и технологии, такие как литье под высоким давлением, литье по выплавляемым моделям и 3D-печать.
ООО Шанхайское промышленно-торговое Лэйрво постоянно следит за новыми тенденциями в этой области и внедряет их в свою производственную практику. Мы верим, что только постоянное развитие и инновации позволят нам оставаться конкурентоспособными на рынке и предлагать нашим клиентам продукцию высочайшего качества.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Отличный поставщик зубных имплантатов
- Поставщики литья под давлением на заказ
- Детали для прецизионного литья
- Промышленные муфты на заказ
- Фланцы с шарнирным соединением
- Основные покупатели железнодорожного оборудования
- Китайские цены на насосы и клапаны
- Производители корпусов погружных насосов
- Клапан корпуса масляных фильтров 23871482
- Оптовые заказные промышленные муфты от ведущих покупателей



