

Отливки из нержавеющей стали
Отливки из нержавеющей стали – тема, которая часто вызывает много вопросов, особенно у тех, кто только начинает работать с металлообработкой. Иногда кажется, что это просто 'литье металла', но на самом деле здесь куча нюансов, влияющих на конечный результат. Например, многие недооценивают роль сплава, а также важность контроля температуры на разных этапах. Раньше я тоже думал так, пока не столкнулся с несколькими неприятными сюрпризами. Хочется поделиться опытом, возможно, кому-то это поможет избежать ошибок.
Выбор сплава: фундамент качества
Первое, с чего нужно начинать – это выбор правильного сплава. 'Нержавеющая сталь' – это широкий термин, и разные марки обладают совершенно разными характеристиками. Аустенитные стали (например, 304 и 316) – самые распространенные, но они не всегда подходят для конкретной задачи. Мартенситные стали (например, 410) отличаются высокой твердостью и износостойкостью, но сложнее в обработке. Дуплексные стали, как правило, более дорогие, но обладают исключительной коррозионной стойкостью и прочностью. И вот тут важно понимать, для чего предназначена отливка: какой уровень коррозионной стойкости, прочности, термостойкости требуется. Например, если отливка будет использоваться в пищевой промышленности, то необходимо выбирать сплавы, соответствующие требованиям санитарных норм. Мы однажды сделали партию отливок из 304 марки для производственной линии, и через несколько месяцев они начали заметно менять цвет. Оказалось, что выбранный сплав не выдерживал условий эксплуатации, и пришлось переделывать всю партию.
Не стоит гнаться за самой дешевой маркой, потому что в итоге это обернется дополнительными затратами на исправление дефектов или замену отливки. Нужно смотреть на спецификации, читать технические характеристики, и, если есть сомнения, консультироваться со специалистами. И, конечно, производитель сплава должен быть надежным.
Процесс литья: от подготовки до охлаждения
Следующий важный этап – это сам процесс литья. Существует несколько способов литья из нержавеющей стали: разливочное литье, литье по выплавляемым моделям, порошковая металлургия и другие. Выбор технологии зависит от сложности детали, требуемой точности и объема производства. Литье по выплавляемым моделям позволяет получать отливки сложной формы с высокой точностью, но это более дорогой процесс. Разливочное литье – более экономичный вариант, но требует более тщательного контроля качества.
Важно правильно подготовить форму для литья: очистить ее от загрязнений, обработать антиадгезионным составом, обеспечить хорошую вентиляцию. Температура заливки металла также играет важную роль. Слишком низкая температура может привести к образованию трещин, а слишком высокая – к деформации отливки. На каждом этапе литья необходимо осуществлять контроль температуры, чтобы избежать проблем. Мы в своей компании, ООО Шанхайское промышленно-торговое Лэйрво, используем систему мониторинга температуры для контроля за процессом литья. Это помогает нам минимизировать риск возникновения дефектов.
Дефекты отливок и способы их предотвращения
К сожалению, даже при соблюдении всех правил, отливки могут содержать дефекты. Наиболее распространенные дефекты – это трещины, поры, включения, деформации. Трещины могут возникать из-за неравномерного охлаждения отливки или из-за наличия внутренних напряжений. Поры образуются из-за улетучивания газов из расплава. Включения могут быть связаны с загрязнением расплава.
Чтобы предотвратить дефекты, необходимо тщательно контролировать все этапы процесса литья, использовать качественные материалы, правильно подбирать технологические режимы. Также важно проводить контроль качества готовых отливок: визуальный осмотр, ультразвуковой контроль, рентгеновский контроль. Мы часто сталкиваемся с дефектами, связанными с недостаточной термообработкой отливок. Неправильная термообработка может привести к возникновению внутренних напряжений и трещин. Поэтому мы уделяем большое внимание контролю за процессом термообработки.
Термообработка и механическая обработка: финальный штрих
После литья отливки часто подвергаются термообработке для улучшения их механических свойств. Термообработка может включать в себя отжиг, нормализацию, закалку, отпуск. Выбор режима термообработки зависит от марки стали и требуемых характеристик. Механическая обработка позволяет придать отливкам окончательную форму и размеры. Важно использовать качественное оборудование и инструмент, чтобы избежать повреждения отливки.
Не стоит забывать о защитных покрытиях. Они повышают коррозионную стойкость и износостойкость отливок, что особенно важно для деталей, работающих в агрессивных средах. Мы в своей работе часто используем гальваническое покрытие и порошковое покрытие для защиты отливок из нержавеющей стали. Эти покрытия обеспечивают высокую степень защиты от коррозии и механических повреждений. Зачастую клиенты предпочитают конкретные типы покрытий, которые соответствуют их производственным требованиям и стандартам.
Пример из практики: сложное отливание для химической промышленности
Недавно мы получили заказ на изготовление сложной отливки из 316L нержавеющей стали для насоса, используемого в химической промышленности. Деталь имела сложную геометрию и требовала высокой точности. Мы использовали литье по выплавляемым моделям, а затем провели термообработку и механическую обработку. Для защиты от агрессивной химической среды отливка была покрыта специальным порошковым покрытием. После испытаний заказчик остался очень доволен качеством отливки. Это хороший пример того, как правильный выбор сплава, технологии литья и обработки позволяет создавать детали, которые соответствуют самым высоким требованиям.
Заключение
Отливки из нержавеющей стали – это сложный и ответственный процесс, требующий опыта и знаний. Важно тщательно подходить к выбору сплава, контролировать все этапы литья и обработки, и не забывать о качестве материалов. Надеюсь, эта статья поможет вам лучше понять особенности этого процесса. У нас в ООО Шанхайское промышленно-торговое Лэйрво есть многолетний опыт в области литья нержавеющей стали, и мы всегда готовы помочь вам с решением самых сложных задач. Вы можете ознакомиться с нашими услугами на сайте https://www.leierwo.ru.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Направляющий аппарат из нержавеющей стали
Направляющий аппарат из нержавеющей стали -
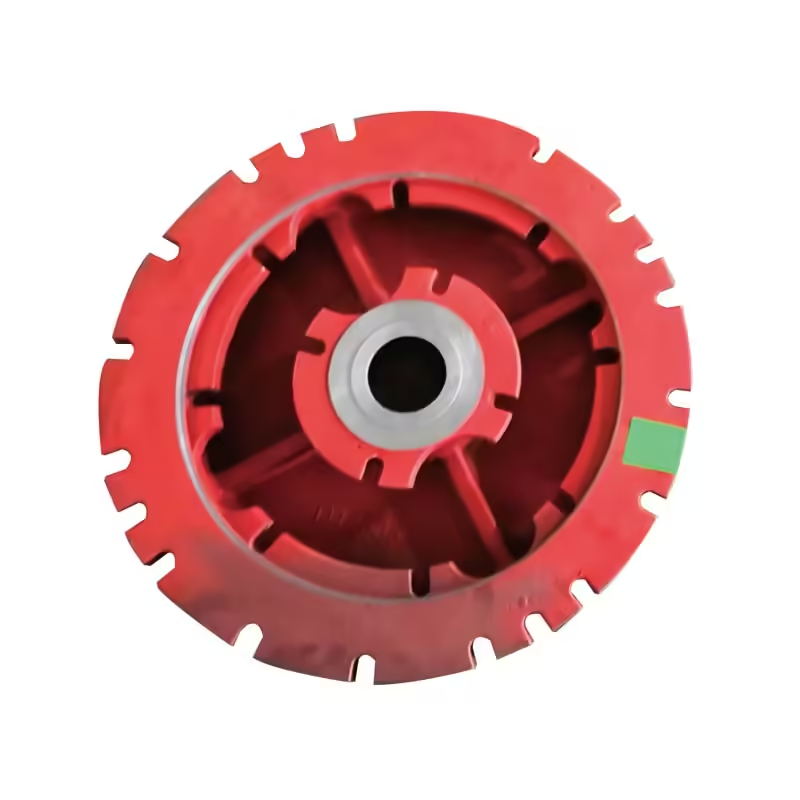
 Рабочее колесо из нержавеющей стали
Рабочее колесо из нержавеющей стали -
 Рабочее колесо шламового насоса
Рабочее колесо шламового насоса -
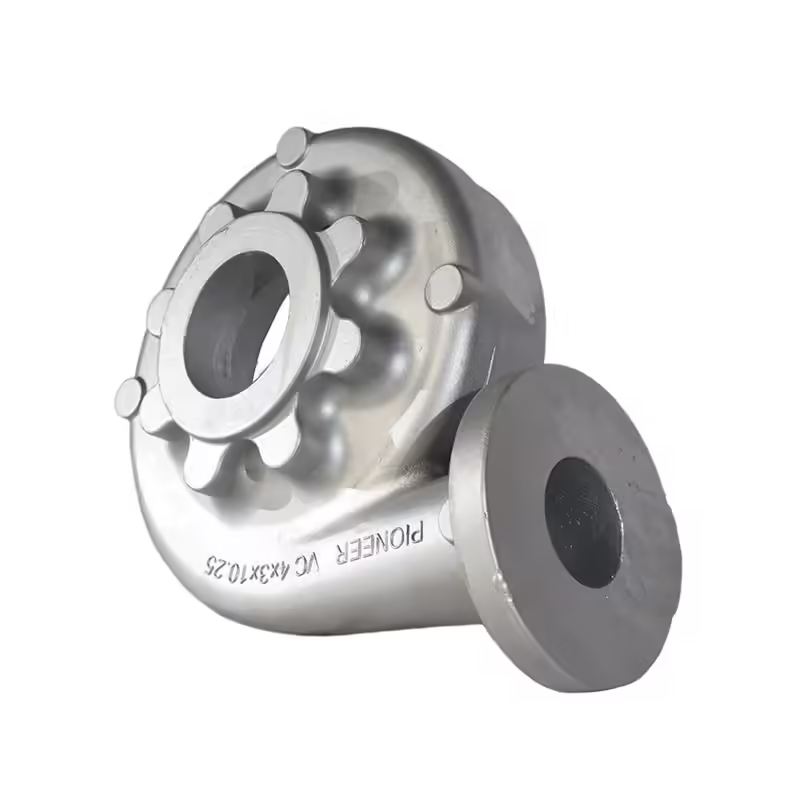
 Корпус предохранительного клапана
Корпус предохранительного клапана -
 Насос гидроусилителя руля
Насос гидроусилителя руля -
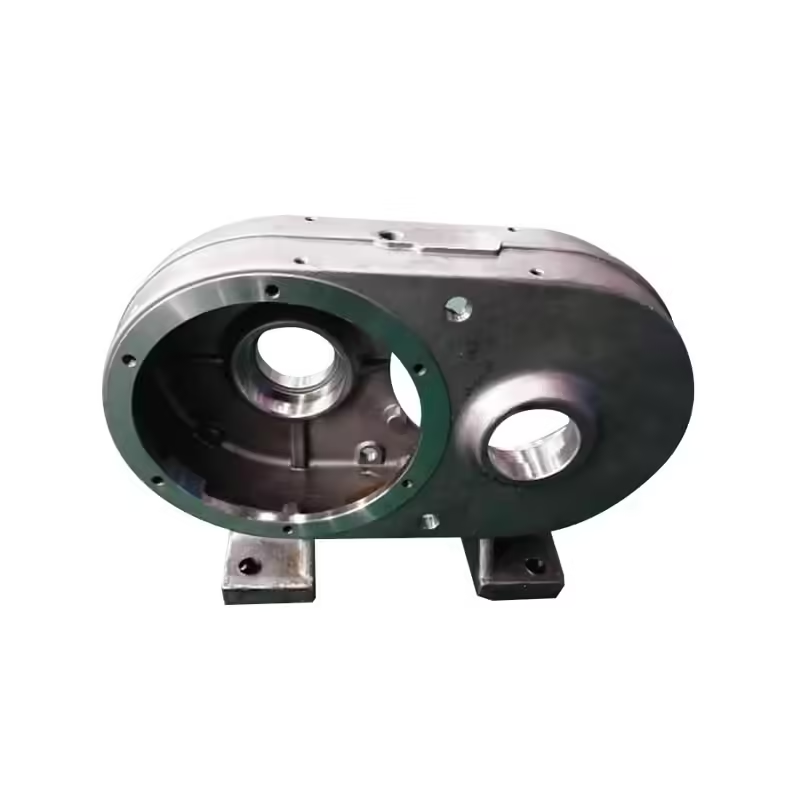
 Чугунный корпус насоса
Чугунный корпус насоса -
 Гидравлический насос
Гидравлический насос -
 Детали корпуса термостата
Детали корпуса термостата -
 Корпус турбинного насоса из нержавеющей стали
Корпус турбинного насоса из нержавеющей стали -
 Литые детали
Литые детали -
 Детали крышки клапана
Детали крышки клапана -
 Прокладка двигателя
Прокладка двигателя
Связанный поиск
Связанный поиск- Китайский производитель корпусов редукторов для оборудования
- Производители оборудования для обработки жидкостей
- Судовые конструкции
- Производитель нестандартного точного литья с депарафинизацией
- Отличный завод авиакосмических подшипников
- Заводы по производству подшипников для медицинского оборудования
- Производители компонентов авиадвигателей
- Корпус фильтра
- Поставщики отливок из цинковых сплавов
- Цены на блоки цилиндров



